AAC stands for Autoclaved Aerated Concrete. (Also known as autoclaved cellular concrete (ACC), autoclaved lightweight concrete (ALC), autoclaved concrete, cellular concrete, porous concrete) It is an ultra-light concrete masonry product having good number of advantages in practicality. It is now gaining its importance in construction industry replacing all the conventional methods. This cellular structure gives AAC a number of exceptional physical characteristics.
It weighs as little as 1/5 as much as ordinary concrete because of its distinct cellular structure which possess millions of tiny pockets of entrapped air. AAC consists of basic materials that are widely available. These include sand, cement, lime, fly ash, gypsum, aluminium powder paste, water and an expansion agent. Silica sand, the raw material used in the greatest volume in AAC, is one of the world’s most abundant natural resources. The finished product is up to five times the volume of the raw materials used, with an air content of 70% to 80% (depending on the required strength and density.).
In the last decade, construction industry has been conducting various researches on the utilization of easily available raw materials in construction. AAC is one of the materials which can cope up with the shortage of building raw materials and can produce a light weight, energy efficient and environmentally friendly concrete. This study deals with the introduction to the process of the autoclaved aerated concrete and its advantages compared to the normal concrete.
Autoclaved Aerated Concrete. is not a “new” innovation. It has been around for over 80 years. Invented in 1923, AAC has been used extensively in Europe and Asia. It comprises over 40% of all construction in the United Kingdom and 60% in Germany and 16% in India. Since Roman times, lightweight aggregates and foaming agents have been employed to reduce the weight of concrete. However, unlike these foamed or light aggregate mixes, true aerated concrete relies on the alkaline binder (lime & cement) reacting with an acid to release gases, which remain entrained in the material.
History of AAC
AAC was perfected in the mid-1920s by the Swedish architect and inventor Dr. Johan Axel Eriksson,] working with Professor Henrik Kreüger at the Royal Institute of Technology. It went into production in Sweden in 1929 in a factory in Hällabrottet and quickly became very popular. Siporex was established in Sweden in 1939 and presently licenses and owns plants in 35 locations around the world. In the 1940s, the trademark Ytong was introduced, and was often referred to as “blue concrete” in Sweden due to its blueish tinge. This version of Ytong was produced from alum shale, whose combustible carbon content made it beneficial to use in the production process.
AAC Blocks Indian Scenario
AAC consists of basic materials that are widely available. These include sand, cement, lime, gypsum, water and an expansion agent. Silica sand, the raw material used in the greatest volume in AAC, is one of the world’s most abundant natural resources. At present there are 31 manufacturing plants in India are working with heavy concentration near Surat. Gujarat: production capacity 2000 m3/day against requirement of 3000 m3/day (Surat has 3-4 plants). In Ahmedabad, 1 m3 of AAC blocks costs Rs. 3200-3500 while 1 m3 of clay bricks would cost Rs.2400-2700. In spite of the price difference, construction industry wants to use AAC blocks due to inherent advantages. It is more used in Mumbai, Banglore, Chennai and Hubli.
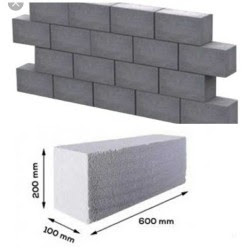
Specification of AAC – Blocks
| PARAMETER
|
IN mm |
| Length | 625 |
| Breadth | 240 |
| Thickness | 90/100/150/200 |
| Tolerance | +-1% |
Manufacturing Of AAC Blocks
Unlike most other concrete applications, AAC is produced using no aggregate larger than sand. Quartz sand, calcined gypsum, lime (mineral) and/or cement and water are used as a binding agent. Aluminium powder is used at a rate of 0.05%–0.08% by volume (depending on the pre-specified density). In some countries, like India and China, fly ash generated from thermal power plants and having 50-65% silica content is used as an aggregate.
Raw Material Used
| Sr. No. | Material | % of proportion for AAC Blocks with
Fly ash / sand |
| 1 | Fly Ash / sand | 65 – 70 / 55-65 % |
| 2 | Cement – 53 Grade OPC | 6-15 / 10-20 % |
| 3 | Lime | 18-25 / 20-30 % |
| 4 | Gypsum | 3 – 5 / 2 – 3 % |
| 5 | Aluminium Powder paste ( 600 kg/cube ) | 8 % |
| 6 | Water | 0.6 – 0.65 % |
| 7 | Casting System | 36-40 ° C / 35-38 ° C |
When AAC is mixed and cast in forms, several chemical reactions take place that give AAC its light weight (20% of the weight of concrete) and thermal properties. Aluminium powder reacts with calcium hydroxide and water to form hydrogen. The hydrogen gas foams and doubles the volume of the raw mix creating gas bubbles up to 3mm (⅛ inch) in diameter. At the end of the foaming process, the hydrogen escapes into the atmosphere and is replaced by air.
When the forms are removed from the material, it is solid but still soft. It is then cut into either blocks or panels, and placed in an autoclave chamber for 12 hours. During this steam pressure hardening process, when the temperature reaches 190° Celsius (374° Fahrenheit) and the pressure reaches 8 to 12 bar, quartz sand reacts with calcium hydroxide to form calcium silicate hydrate, which gives AAC its high strength and other unique properties. Because of the relatively low temperature used AAC blocks are not considered fired brick but a lightweight concrete masonry unit.
After the autoclaving process, the material is ready for immediate use on the construction site. Depending on its density, up to 80% of the volume of an AAC block is air. AAC’s low density also accounts for its low structural compression strength. It can carry loads of up to 8 MPa (1,160 PSI), approximately 50% of the compressive strength of regular concrete.
Advantages of AAC Blocks
Lightweight saves cost and energy in transportation as well as labour. (550 kg/m3 – half of weight of light weight aggregate blocks) Larger size (6 times larger than brick) leads to faster construction and less mortar requirement for joining.
- Fire Resistant: It has one of the highest hourly fire resistance ratings per inch of any building material currently used in homebuilding. This makes it an ideal choice for fire protection around steel columns and 1)steel beams and in the construction of shaft walls, stairwells, corridors and firewalls.
- AAC very Environmentally Friendly: The process of manufacturing AAC uses only natural materials and produces no pollutants or by-products. AAC is totally free of toxic or harmful substances. Low energy is required in production, low raw material consumption, ease of use in construction, high energy efficiency, better indoor air quality and recyclability add up to make AAC a very environmentally friendly building material and system.
- Breathable: It does not promote mould growth.
- Good Sound Insulation Property: Its noise reduction co-efficient is more than twice that of a standard concrete block wall and over 7 times that of ordinary concrete.
- Easily Workable: It can easily cut to any required shape, can be sawed, nailed and drilled easily even than wood.
- Durable: With good resistance to sulphate attack.
- Attractive Finishing: Walls can be left exposed without plaster.
- Economic: No curing is required, labour cost is saved hence.
Disadvantage of AAC
Some disadvantages of AAC blocks and panels are that they do contain Portland cement they are made in so few place which means more transportation cost and using gas resources. Builders must learn how to use them since the mortaring is different, some of the blocks are made to European standards and have to be cut. They are porous so must have stucco or cladding on the exterior to keep out water. For load-bearing, AAC may need rebar reinforcement. In some states, they have yet to be accepted in building codes due to lack of test results.
What is not green about Portland cement is that it is about 60 percent limestone, or calcium carbonate, and must be burned at high temperatures in kilns using lots of energy and creating carbon dioxide (CO2), a greenhouse gas linked to global warming. The newer magnesia-based cement can be burned at lower temperatures using less energy and creating less CO2. Magnesium carbonate and calcium carbonate are both obtained by mining, but lower alkaline magnesia concrete is able to remain strong when recycled materials are added to the mix and can insulate better when organic materials are added. Magnesia concrete can also absorb CO2 through a carbonation process while it is being manufactured and used, reducing the greenhouse gas.
Including disrespect, dishonesty, controlling behaviours, or a lack of assistance.
In a healthy partnership, everything just kind of functions. Certain, you might differ from time to period or arrive upon various other bumps in the street, but you generally make decisions collectively, discuss any issues that occur openly, and enjoy each other’h corporation genuinely.